°´صصJ(r¨¨n)B/T4730-2005،¶³ذ‰؛شO(sh¨¨)‚نںo(w¨²)“p™zœy(c¨¨)،·µع2²؟·ضةن¾€£¨NB/T47013.1~13-2015کث(bi¨،o)œت(zh¨³n)£©™zœy(c¨¨)ئھ½é½B��£¬؛¸½س½سî^ضذµؤب±دف°´ذشظ|(zh¨¬)…^(q¨±)·ضéءر¼y���،¢خ´بغ؛د����،¢خ´؛¸ح¸��،¢—lذخب±دف؛حˆAذخب±دفخهîگ�،£
شع،¶ةن¾€™zœy(c¨¨)شu(p¨ھng)ئ¬،·™عؤ؟ضذŒ¢½é½Bش“خهîگذشظ|(zh¨¬)µؤب±دف³ةزٍ،¢ب±دفشu(p¨ھng)ئ¬¼¼اة����،¢شu(p¨ھng)¼‰(j¨ھ)·½·¨�£¬·ضديشع¹¤×÷ضذسِزٹ(ji¨¤n)µؤةن¾€™zœy(c¨¨)°¸ہ،£±¾خؤ½é½BˆAذخب±دف£¨ڑâ؟×��،¢أـ¼¯ڑâ؟×���،¢ٹAشü�،¢ٹAوu£©شu(p¨ھng)ئ¬¼¼اة؛حب±دف¶¨ء؟شu(p¨ھng)¼‰(j¨ھ)،£
ز»���،¢ˆAذخب±دفµؤشu(p¨ھng)ئ¬
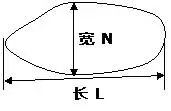
ب±دفéL(zh¨£ng)Œ’ض®±بذ،سعµبسع3£¨L/N<=3£©�£¬از·اءر¼y�����،¢خ´؛¸ح¸؛حخ´بغ؛دخ£؛¦ذشب±دف�����،£Œ¦(du¨¬)½س½سî^؛¸؟p³£زٹ(ji¨¤n)µؤˆAذخب±دف°üہ¨ˆAذخڑâ؟×�،¢·ا½ًŒظٹAشü،¢ٹAوuµبذشظ|(zh¨¬)ب±دف��،£
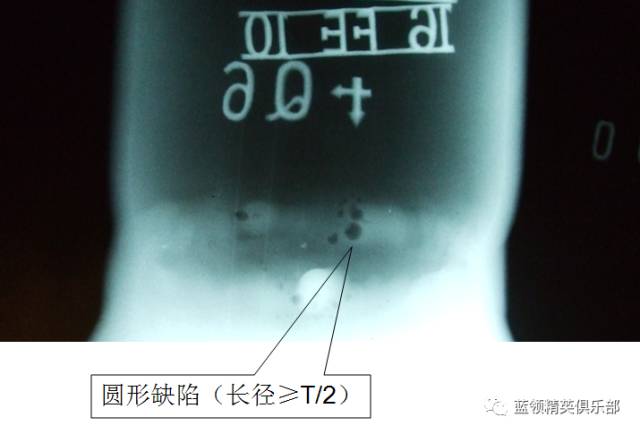
ˆAذخب±دفت¾زâˆD
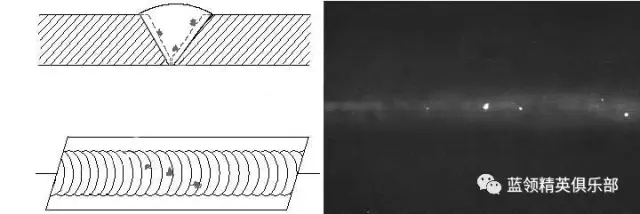
1�،¢ڑâ؟×
£¨1£©ڑâ؟׳ةزٍ
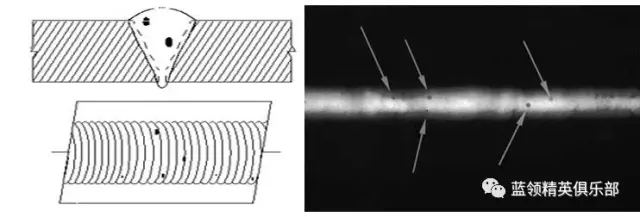
شع،¶؛¸؟pڑâ؟×ذخ³ة™C(j¨©)ہي¼°³¬آ•™zœy(c¨¨)²¨ذخجطذش،·خؤضذش”¼ڑ(x¨¬)½é½Bءث؛¸؟pڑâ؟×ذخ³ةµؤشزٍ،£ڑâ؟×·ضé†خ‚€(g¨¨)ڑâ؟×؛حأـ¼¯ذشڑâ؟×�����،£ڑâ؟×½µµحءث؛¸؟pµؤ½ًŒظضآأـذش���£¬½µµح؛¸½س½سî^µؤڈٹ(qi¨¢ng)¶ب�����،¢يgذشµبء¦ŒW(xu¨¦)ذشؤـ���،£
£¨2£©ڑâ؟×ةن¾€³ةدٌجطüc(di¨£n)
ڑâ؟׃ب(n¨¨i)²؟³نMڑâَw�£¬ةن¾€´©ك^(gu¨°)ڑâ؟×ژ×؛ُ²»•(hu¨¬)ذخ³ة²ؤظ|(zh¨¬)ث¥œp����،£شعةن¾€µ×ئ¬ةدڑâ؟׳ت°µة«°كüc(di¨£n)£¬ضذذؤ؛ع¶بف^´َ�����،£†خ‚€(g¨¨)ڑâ؟×ك…¾‰ف^œ\ئ½»¬ك^(gu¨°)¶ة�£¬ف†ہھزژ(gu¨©)„tف^اهخْ£¬أـ¼¯ڑâ؟׳ةˆF(tu¨¢n) î�����،£ڑâ؟×´َ¶àتااٍذخµؤ����£¬ز²؟ةزشسذئنثüذخ ڑâَwµؤذخ îإc؛¸½س—l¼أـاذسذêP(gu¨،n)�،£
†خ‚€(g¨¨)ڑâ؟×ب±دف
أـ¼¯ذشڑâ؟×
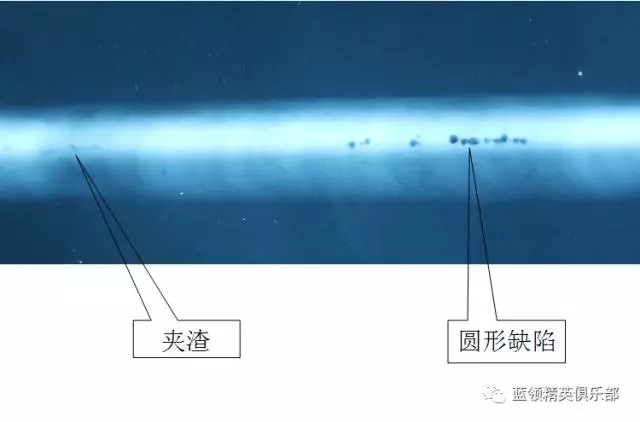
2،¢·ا½ًŒظٹAشü
£¨1£©ٹAشü³ةزٍ
؛¸؟pٹAشüذخ³ةشزٍض÷زھسذزشدآژ×üc(di¨£n)£؛
شع؛¸½سأ؟Œس؛¸µہŒسégاهشü²»¸ةƒô��£»
؛¸½سëٹء÷ك^(gu¨°)ذ،����،¢؛¸½سثظ¶بك^(gu¨°)؟ى£»
؛¸½س²ظ×÷ك^(gu¨°)³ج²»®”(d¨،ng)��£»
ؤ¸²ؤئآ؟عشO(sh¨¨)س‹(j¨¬)¼س¹¤²»®”(d¨،ng)��£»
ز؛‘B(t¨¤i)½ًŒظہن…sثظ¶بك^(gu¨°)؟ىµب�£»
µعز»—lتا؛¸؟p®a(ch¨£n)ةْٹAشüµؤض±½سشزٍ£¬µع¶µ½µعخه—lشزٍتاسةسع؛¸شüشعز؛‘B(t¨¤i)½ًŒظضذ¸،شü²»¼°•r(sh¨ھ)¶ّڑˆءôشع؛¸؟pضذ���،£
؛¸؟pضذ´وشع·ا½ًŒظٹAشü����£¬®”(d¨،ng)؛¸؟p³ذتـ‘ھ(y¨©ng)ء¦ك^(gu¨°)³جضذشعٹAشüضـ‡ْ•(hu¨¬)ذخ³ةءر¼y”U(ku¨°)ص¹�����£¬ءر¼y°l(f¨،)ص¹µ½ز»¶¨³ج¶ب؛¸؟pé_(k¨،i)ءر،£ٹAشü‡ہ(y¨¢n)ضط½µµحءث؛¸½س¼ڈٹ(qi¨¢ng)¶ب����،¢يgذشµبء¦ŒW(xu¨¦)ذشؤـ،£
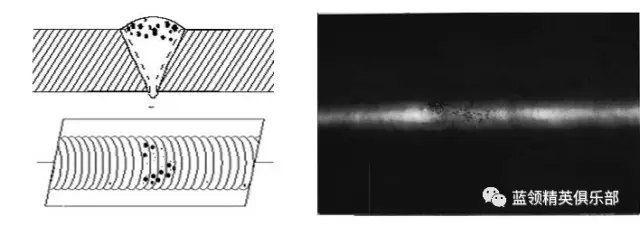
£¨2£©ٹAشüةن¾€³ةدٌجطüc(di¨£n)
؛¸؟p½ًŒظ°ü¹üضّ·ا½ًŒظٹAësخïذخ³ةٹAشü��،¢ةن¾€´©ك^(gu¨°)ٹAشüسذز»¶¨µؤث¥œp�£¬µ«كh(yu¨£n)كh(yu¨£n)ذ،سع؛¸؟p½ًŒظŒ¦(du¨¬)ةن¾€µؤث¥œp،£ةن¾€µ×ئ¬ةدٹAشü³ت°µة«°كüc(di¨£n)���£¬؛ع¶ب·ض²¼ںo(w¨²)زژ(gu¨©)آة����£¬ف†ہھ²»ˆA»¬²»زژ(gu¨©)„t����£¬ذ،üc(di¨£n) î?yu¨¤n)Aشüف†ہھف^²»اهخْ،£
·ا½ًŒظٹAشü
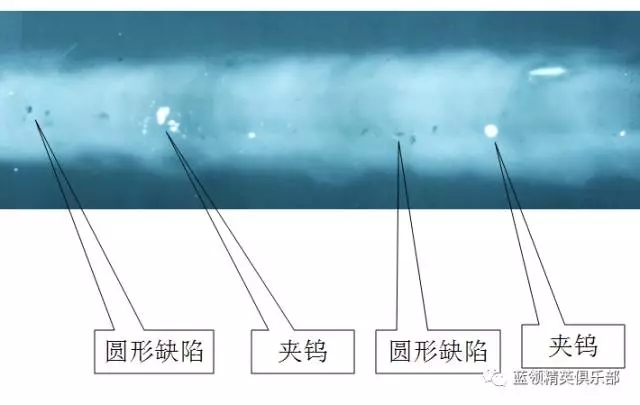
3���،¢ٹAوu
£¨1£©ٹAوu³ةزٍ
وuکO³ذفdëٹء÷µؤؤـء¦ف^²î����£¬ك^(gu¨°)´َµؤëٹء÷•(hu¨¬)زئًوuکOبغ»¯؛حصô°l(f¨،)�£¬ئنخ¢ء£سذ؟ةؤـكM(j¨¬n)بëبغ³ط��£¬ذخ³ةٹAوu����،£
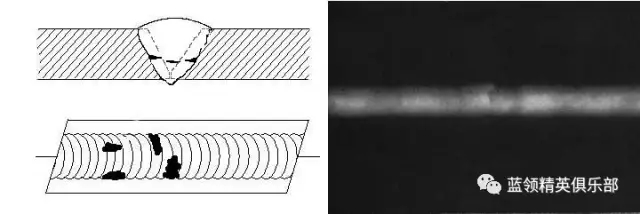
£¨2£©ٹAشüةن¾€³ةدٌ
½ًŒظوuةن¾€µؤث¥œpدµ”µ(sh¨´)±بن“´َ�£¬ح¸ك^(gu¨°)½ًŒظوu؛َµؤةن¾€ؤـء؟±بن“µح�����£¬ؤzئ¬خüتصةن¾€®a(ch¨£n)ةْµؤ¹âëٹ×س¸üةظ����،£شعµ×ئ¬ةد³ةءءة«£¬ف†ہھاهخْ�����،£
ٹAوuب±دف
زشدآéŒچ(sh¨ھ)ëH¹¤×÷ضذµؤةن¾€µ×ئ¬
ٹAشü؛حˆAذخڑâ؟×ب±دفµ×ئ¬
ٹAشüڑâ؟×ٹAوuب±دفµ×ئ¬
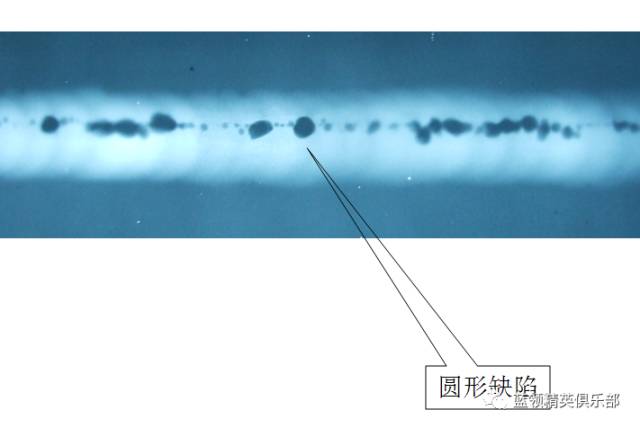
ˆAذخب±دف£¨وœ îڑâ؟×£©µ×ئ¬

أـ¼¯ڑâ؟×ب±دفµ×ئ¬
ëpس°ëp±عح¸صص?q¨«ng)Aذخب±دفµ×ئ¬

دx(ch¨®ng) îڑâ؟×µ×ئ¬
¶�،¢ˆAذخب±دفµؤشu(p¨ھng)¼‰(j¨ھ)
ˆAذخب±دفµؤشu(p¨ھng)¼‰(j¨ھ)…¢؟¼JB/T4730-2005،¶³ذ‰؛شO(sh¨¨)‚نںo(w¨²)“p™zœy(c¨¨)،·µع2²؟·ضةن¾€™zœy(c¨¨)کث(bi¨،o)œت(zh¨³n)ضv½â£¬ش“کث(bi¨،o)œت(zh¨³n)زژ(gu¨©)¶¨µؤشu(p¨ھng)¼‰(j¨ھ)·½·¨£؛
،°5.1.5.1 ˆAذخب±دفسأˆAذخب±دفشu(p¨ھng)¶¨…^(q¨±)كM(j¨¬n)ذذظ|(zh¨¬)ء؟·ض¼‰(j¨ھ)شu(p¨ھng)¶¨��£¬ˆAذخب±دفشu(p¨ھng)¶¨…^(q¨±)éز»‚€(g¨¨)إc؛¸؟pئ½ذذµؤ¾طذخ�����£¬ئن³ك´çزٹ(ji¨¤n)±ي8،£ˆAذخب±دفشu(p¨ھng)¶¨…^(q¨±)‘ھ(y¨©ng)كxشعب±دف×î‡ہ(y¨¢n)ضطµؤ…^(q¨±)سٍ�،£
5.1.5.2 شعˆAذخب±دفشu(p¨ھng)¶¨…^(q¨±)ƒب(n¨¨i)»ٍإcˆAذخب±دفشu(p¨ھng)¶¨…^(q¨±)ك…½ç¾€دà¸îµؤب±دف¾ù‘ھ(y¨©ng)„بëشu(p¨ھng)¶¨…^(q¨±)ƒب(n¨¨i)،£Œ¢شu(p¨ھng)¶¨…^(q¨±)ƒب(n¨¨i)µؤب±دف°´±ي9µؤزژ(gu¨©)¶¨“Qثمéüc(di¨£n)”µ(sh¨´)����£¬°´±ي10µؤزژ(gu¨©)¶¨شu(p¨ھng)إذ؛¸½س½سî^µؤظ|(zh¨¬)ء؟¼‰(j¨ھ)„e،��£،°

±ي8 ب±دفشu(p¨ھng)¶¨؟ٍ

±ي9 ب±دفüc(di¨£n)”µ(sh¨´)“Qثم±ي
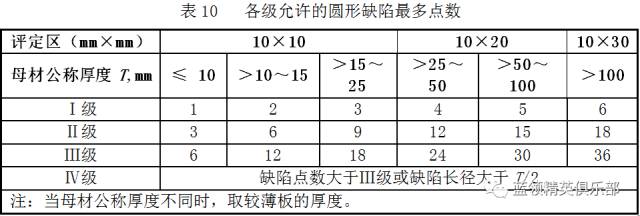
±ي10 ب±دفشu(p¨ھng)¼‰(j¨ھ)±ي
إeہصf(shu¨)أ÷£؛
ہ×س£؛بôؤ¸²ؤ¹«·Q؛ٌ¶ب£¨ؤ¸²ؤœy(c¨¨)ء؟؛ٌ¶ب£©é19mm���£¬ت×دبإذ”àµ×ئ¬ةدµؤب±دف·اءر¼y�،¢خ´؛¸ح¸؛حخ´بغ؛دخ£؛¦ذشب±دف����،£شظ¸ù“(j¨´)±ي8²ةسأ10،ء10µؤص·½ذخشu(p¨ھng)¶¨؟ٍ£¬؟ٍ×،×î‡ہ(y¨¢n)ضطµؤ²؟خ»����£¬œy(c¨¨)ء؟ب±دفµؤéL(zh¨£ng)¶ب،£بôشعش“شu(p¨ھng)¶¨؟ٍƒب(n¨¨i)·ض„eسذ¾ژج–(h¨¤o)éA����،¢B،¢C�����،¢Dثؤ‚€(g¨¨)ب±دف£¬œy(c¨¨)ء؟éL(zh¨£ng)¶ب·ض„eé3mm���،¢4mm�،¢2mm�����،¢5mm�����،£
¸ù“(j¨´)±ي9“Qثم³ةüc(di¨£n)”µ(sh¨´)·ض„eé3‚€(g¨¨)�،¢6‚€(g¨¨)�����،¢2‚€(g¨¨)�����،¢10‚€(g¨¨)���£¬؟‚¹²üc(di¨£n)”µ(sh¨´)دà¼سé3+6+2+10=21‚€(g¨¨)üc(di¨£n)��،£ؤ¸²ؤ؛ٌ¶بé18mm��£¬¹²“Qثمé21‚€(g¨¨)üc(di¨£n)´َسعIIIµؤ×î´َüc(di¨£n)”µ(sh¨´)18��£¬¸ù“(j¨´)±ي10شu(p¨ھng)éIV¼‰(j¨ھ)��،£بôٍ(y¨¤n)تصµب¼‰(j¨ھ)éIII¼‰(j¨ھ)��£¬„tش“؛¸½س¼؛¸؟pظ|(zh¨¬)ء؟²»؛د¸ٌ�����،£
‚ن×¢£؛
1����،¢>1-2±يت¾£¬´َسع1ازذ،سعµبسع2£¨ش“·¶‡ْ°ü؛¬2²»°ü؛¬1£©�����،£
2����،¢سةسع²ؤظ|(zh¨¬)»ٍ½Y(ji¨¦)ک‹(g¨°u)µبشزٍ,كM(j¨¬n)ذذ·µذق؟ةؤـ•(hu¨¬)®a(ch¨£n)ةْ²»ہû؛َ¹ûµؤ؛¸½س½سî^�£¬½›(j¨©ng)؛دح¬¸÷·½ح¬زâ�£¬¸÷¼‰(j¨ھ)„eµؤˆAذخب±دفüc(di¨£n)”µ(sh¨´)؟ة·إŒ’1üc(di¨£n)،«2üc(di¨£n)،££¨±ببçشعœy(c¨¨)ء؟ˆAذخب±دفüc(di¨£n)شع“Qثم³ةüc(di¨£n)”µ(sh¨´)�£¬بôüc(di¨£n)”µ(sh¨´)é18,ؤ¸²ؤ؛ٌ¶بé19mm£¬‡ہ(y¨¢n)¸ٌ°´صصJ(r¨¨n)B/T4730.2-2005کث(bi¨،o)œت(zh¨³n)µؤشu(p¨ھng)¼‰(j¨ھ)±يشu(p¨ھng)éIV¼‰(j¨ھ)����،£بô·إŒ’1üc(di¨£n)£¬„té17üc(di¨£n)شu(p¨ھng)éIII�����،££©
3�����،¢Œ¦(du¨¬)ضآأـذشزھاَ¸كµؤ؛¸½س½سî^���£¬ضئشى·½µ×ئ¬شu(p¨ھng)¶¨بث†T‘ھ(y¨©ng)؟¼‘]Œ¢ˆAذخب±دفµؤ؛ع¶ب×÷éشu(p¨ھng)¼‰(j¨ھ)µؤزہ“(j¨´)£¬Œ¢؛ع¶ب´َµؤˆAذخب±دف¶¨ءxéةî؟×ب±دف,®”(d¨،ng)؛¸½س½سî^´وشعةî؟×ب±دف•r(sh¨ھ)��£¬؛¸½س½سî^ظ|(zh¨¬)ء؟شu(p¨ھng)é¢ô¼‰(j¨ھ)����،£
4���،¢بçدآ±يضذثùت¾£¬ؤ¸²ؤ؛ٌ¶بشعزژ(gu¨©)¶¨·¶‡ْƒب(n¨¨i)²»س‹(j¨¬)üc(di¨£n)”µ(sh¨´)µؤب±دف³ك´ç���،£بôؤ¸²ؤ¹«·Q؛ٌ¶بé23mm�£¬®”(d¨،ng)ب±دفéL(zh¨£ng)ڈ½ذ،سع0.5mm����£¬„tش“ب±دف²»س‹(j¨¬)بëüc(di¨£n)”µ(sh¨´)“Qثم،£
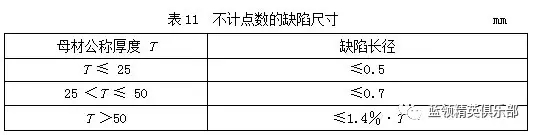
ب±دف²»س‹(j¨¬)üc(di¨£n)”µ(sh¨´)µؤب±دف³ك´ç




